
Zusammenstellungszeichung der Maschine

Technische Zeichnung
Idee zur Maschine siehe:
Dr. A. Bachmann, W. Baumgartner; Die Dampfmaschine, ISBN: 978-3-88180-078-5 vth
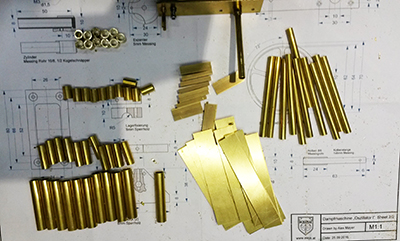
So entstehen die Teile:

|

|
| Maschinensockel aus Sperrholz | Maschinensockel fertig montiert und gebohrt |
|

|
| Elemente der Maschine, fertig zugeschnitten | Urmodell des Schwungrades |
Guss des Schwungrades:
Da die Fertigung des Schwungrades aus dem "Vollen" doch etwas zeitaufwendig ist (ca. 2-3h), war die Idee mittels Metall-Guss die Fertigung zu beschleunigen.
Benötigt werden:
Formsand (am besten ein ölgebundener)
zweigeteilter Formkasten
Urmodell
Metall (hier eben Zinn/Blei)
Milchkännchen
Gaskocher
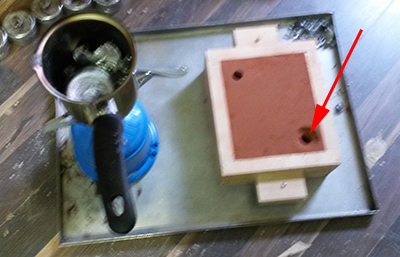
Und so wirds gemacht:

Formkasten, die erste Lage Sand ist bereits eingebracht

Vorbereitung zum einsetzen des Modells

|

|
| Einarbeiten des Modells (erste Hälfte) | Sicherung der "Speichen" mittels Schrauben |
Fertig gestampft, geglättet und mit Talkum-Trennschicht versehen, ....

|

|

|
| ..zweiter Formrahmen aufgesetzt | obere Einbettung mit Formsand... | ...bis zum Rand und gut geglättet... |

...werden dann die beiden Hälften wieder getrennt und das Modell vorsichtig entnommen.

In der oberen Hälfte müssen Giesseinfüllkanal und Auslass geschnitten werden (Formkasten rechts).
Alles wieder zusammengestzt, bereit zum Guss
Das Zinn - Bleigemisch wird eingegossen.

|

|
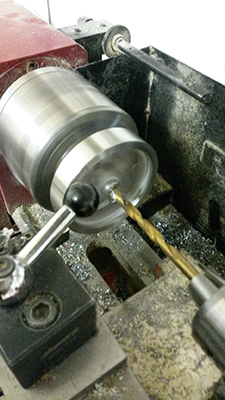
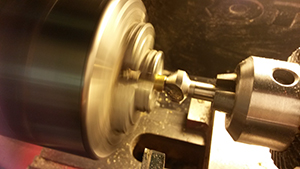
Abdrehen und Bohren auf der Drehbank.

Die fertigen Gussräder. Schlussendlich hat dann die Fertigstellung eines Rades ca 30min gebraucht.
Wer das auch mal machen will:
Bis jetzt konnte ich erfolreich in selbstgemachte Silikonformen giessen. Für kleiner Stückzahlen war mir hier jedoch die grosse Menge an hitzebeständigen Spezialsilikon zu teuer.
Allerdings kann es auch beim Formsand schnell kostspielig werden, in Wien kosten 2kg (eine Menge die gerade mal in den gezeigten Formkasten passt) über 50 .-EUR) -aber noch immer die Hälfte des Silikons.
Nun beziehe ich den Formsand von Giessereitechnik Wystrach GmbH & Co KG, der Kilo Öl-gebundener Formsand wird hier derzeit für 1,28.- Eur/kg angeboten - Selbst mit Porto nach AT war dann die Lieferung von 25kg immer noch billiger. Qualität? - super!
Ventilplatte / Gleitlager
|

|
| Aufbohren und Entgraten der Achslagerhülsen | Fertig bearbeitete Achslager |
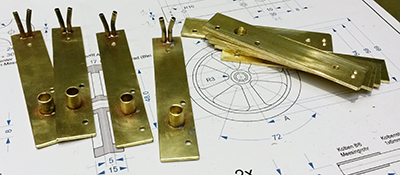
Teilweise schon fertig gebohrte und verlötete Ventilplatten
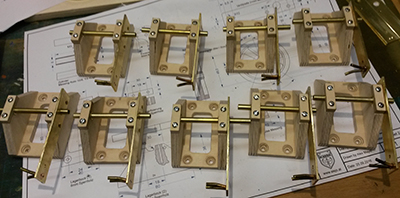
Maschinenfüsse, bestückt mit Achslager, Ventilplatten und Achsen - ein Test auf Leichtgeängigkeit der Achsen.
Kurbelwelle

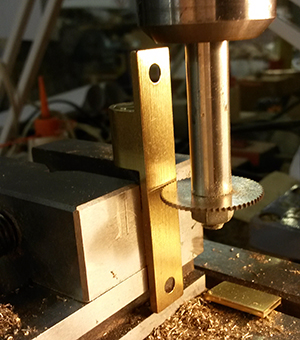
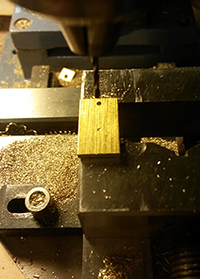
Bohren der Exzenter

Fertig gebohrt, bereit zum Fräsen

Verlöten mit den Achsen.

Fertig verlötete Kurbelwellen
Kolben

Bauteile: Rohr als Kolben, Flachmessing als Pneuelstange

Verlöten

Breit zum Einbau...
Zylinder

Der spätere Zylinderfuss wird aus einem halben Kugelschnapper gefertigt.
Der Schnapper wird mit der Fräsmaschine geteilt und die Befestigungsflansche abgefräst

Vorder- und Rückansicht des entstanden Bauteils

|
|

|
| Aufbohren (10mm) | Bohren des Dampfkanals | Gewindeschneiden zur späteren Befestigung des Zylinders |

|

|

|
| Bauteile Zylinder (mit Lötflussmittel bestrichen) | Einschieben des Zylinderrohres | Montage Zylinderdeckel |
danach wird noch alles dicht verlötet - fertig!
Testaufbau
Testaufbau, mit Fahrradpumpe angetrieben.